

Sie haben sich für die Umsetzung Ihres Projektes im Spritzguss entschieden, sind aber nicht vertraut mit der Funktionsweise eines Spritzgusswerkzeuges, auch Spritzgussform genannt? Sie wollen sich genauer über die Anforderungen eines Werkzeugs informieren, und so die Vorteile des Spritzgussprozesses besser verstehen? Hier erfahren Sie, wie ein Spritzgusswerkzeug aufgebaut ist, welche unterschiedlichen Ausführungen es gibt und wie durch ein perfektes Zusammenspiel der einzelnen mechanischen Komponenten im Werkzeug, ein Kunststoffbauteil von höchster Qualität für ihre Kleinserie gefertigt wird.
Das Spritzgießen ist das bedeutendste Herstellungsverfahren in der Kunststofftechnik. Bauteilgewichte von wenigen Gramm bis hin zu über 100 Kilogramm sind mit diesem Verfahren realisierbar.
Die Vorteile des Spritzgussverfahrens bestehen unter anderem in der reproduzierbar hohen Qualität der Bauteile, sowie den geringen Teilekosten als auch die große Materialvielfalt im Vergleich zu anderen Fertigungsverfahren.
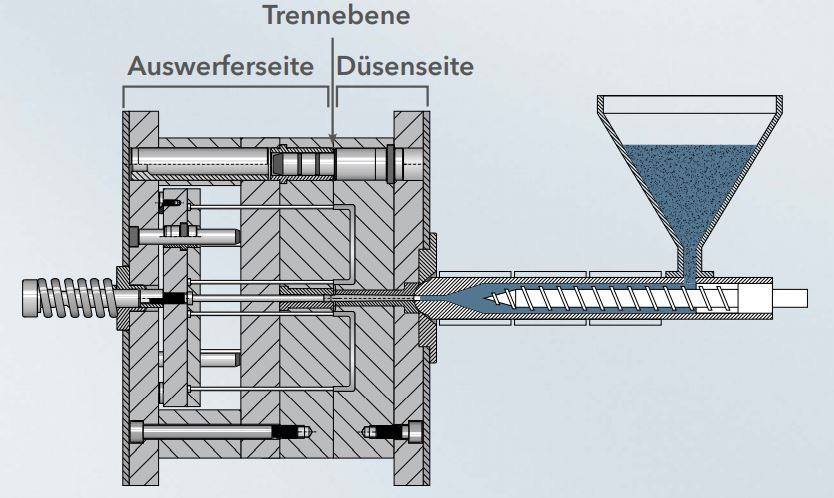
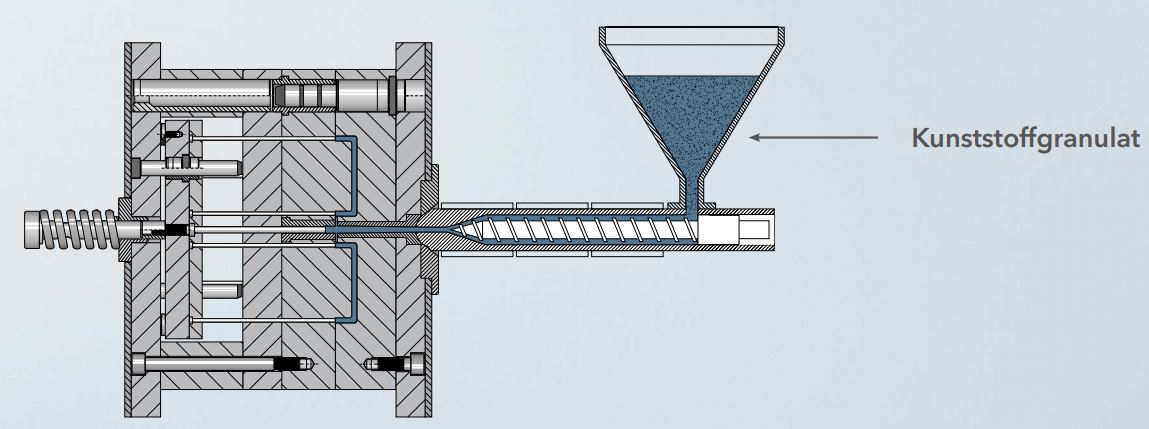
Als Grundmaterial dient Kunststoff in granulierter Form. Dieses wird über einen Trichter in die Spritzgussmaschine eingebracht. Durch Drehbewegung der Pastifizierschnecke im Zylinder der Spritzgussmaschine, wird das Material in Richtung Düse gefördert und dabei aufgeschmolzen.
Die viskose Kunststoffmasse wird durch einen im Werkzeug integrierten Angusskanal, in das geschlossene Werkzeug eingespritzt. Das Werkzeug dient dabei als formgebende Komponente.
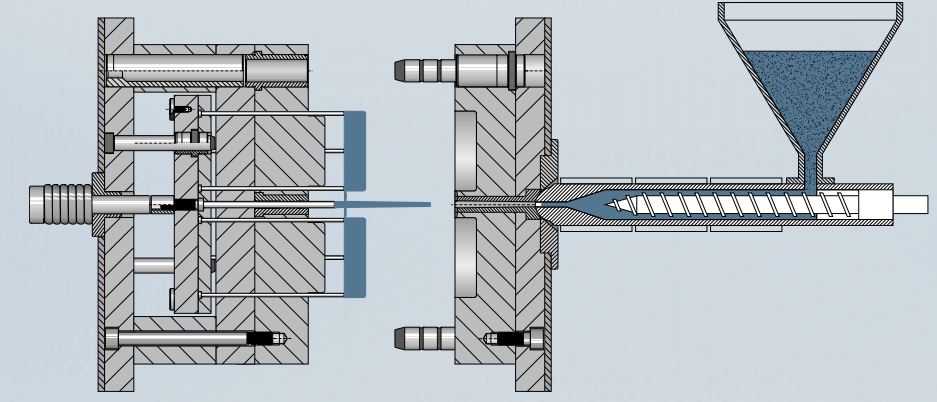
Nahtlos nach dem Einspritzen beginnt die Phase des Nachdrucks. Diese dient dem Ausgleich der Schwindung des Kunststoffs. Je nach Kunststofftyp und Bauteilgeometrie kann das Werkzeug entweder gekühlt oder beheizt werden, um den Verzug und die Qualität zu verbessern. Ist das Bauteil vollständig erstarrt, öffnet sich das Werkzeug und wird durch Auswerfer kontrolliert aus der Form gestoßen.
Jeder Werkzeugaufbau besteht grundsätzlich aus zwei Aufspannplatten und Formplatten. Über die Aufspannplatten wird das Werkzeug in die Spritzgussmaschine montiert. Alle zusätzlichen Bauteile im Werkzeug werden ebenfalls an den beiden Aufspannplatten fixiert. Die Formplatten enthalten verschraubte Einsätze, die als positiver Kern, und negative Kavität ausgeführt sind und damit die Bauteilformgebung übernehmen.

Die Bauteile im Werkzeug, vor allem die Formeinsätze, sind mechanischen Belastungen über mehrere tausende Zyklen ausgesetzt. Um dem entsprechenden Verschleiß entgegen zu wirken, wird im Regelfall gehärteter Werkzeugstahl eingesetzt. Dies führt zwar zu höheren Investitionskosten, jedoch kann dadurch eine reproduzierbar hohe Qualität über eine lange Standzeit garantiert werden. Um die Kosten bei kleineren Stückzahlen zu reduzieren, empfiehlt es sich, die Formeinsätze aus Aluminium bzw. ungehärteten Stahl zu fertigen. Geringere Material- und Fertigungskosten spiegeln sich deutlich im Werkzeugpreis wieder.
Eine Temperierung der beiden Formplatten ist in jedem Fall notwendig, um eine konstante Werkzeugtemperatur über längere Prozesszeiten halten zu können. Durch eine Temperaturregelung im Werkzeug, kann ein gleichmäßiges Abkühlen der Spritzgussteile und somit eine gleichbleibende Qualität garantiert werden. Die Werkzeuge können mittels Öl oder Wasser temperiert werden.
Grundsätzlich gibt es zwei verschiedene Formaufbauvarianten:
Diese beiden Varianten unterscheiden sich durch den Aufbau der Düsenseite. Beim 3-Platten-Werkzeug ist sorgt eine zusätzliche Platte im Formaufbau für ein automatisches Abtrennen des Angusses vom Formteil.
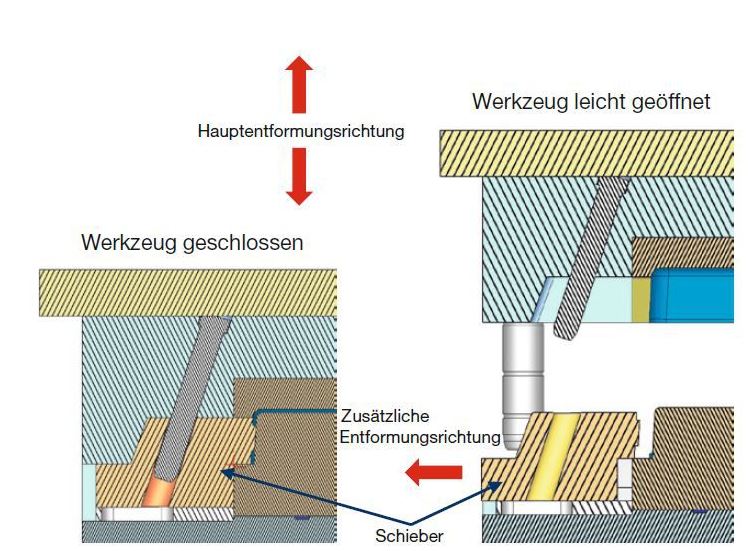
Beim 2-Platten-Werkzeug handelt es sich um die gängigste Variante des Formaufbaus. Eine weitere Aufbauvariante ist die Backenform, diese dient zur Entformung von Bauteilen mit quer zur Werkzeugöffnung liegenden Trennebene. In der Regel erfolgt die Öffnung der beiden Formhälften in Hauptentformrichtung. Jedoch gibt es komplexe Bauteile welche Hinterschneidungen aufweisen und daher eine zusätzliche Entformung benötigen. Als Hinterschneidung wird im Spritzguss eine Bauteilgeometrie bezeichnet, die nicht in Hauptentformrichtung entformbar ist.
Für diese Anforderungen werden Schieberwerkzeuge mit Haupt- und Nebenentformrichtungen verwendet. Durch den Einbau von zusätzlichen beweglichen Teilen im Werkzeug öffnet sich dieses Bauteil in mehrere Richtungen und ermöglicht somit das Entformen komplexer Geometrien.
Im Spritzguss gibt es die Möglichkeit, Bauteile mit mehreren unterschiedlichen Materialien oder Farben in einem Herstellungsprozess zu realisieren. Möglich ist dies durch Verwendung eines rotationsfähigen Formaufbaus. Hierbei wird zuerst das Material A eingespritzt, danach die Form rotiert und über eine weitere Düse das Material B hinzugefügt. Kostenintensive Konstruktion und Herstellung stehen Designfreiheiten und innovative Anwendungsmöglichkeiten gegenüber.
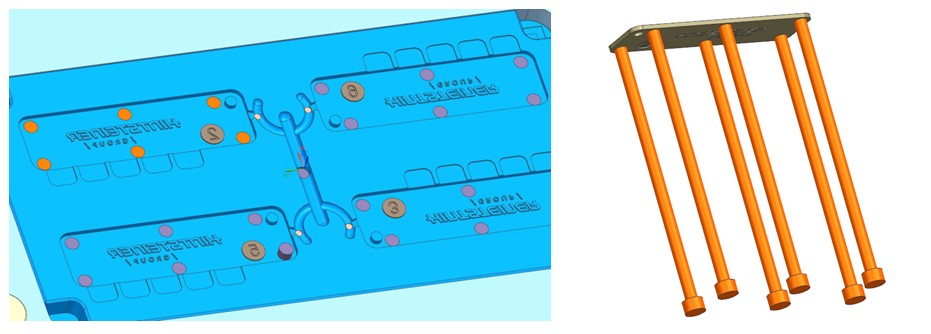
Eine kostengünstige Option im Werkzeugbau, ist der Einsatz von Stamm- und Familienwerkzeugen. Sollte Ihr Projekt aus mehreren Bauteilen bestehen, bedeutet das nicht, dass mehrere Werkzeuge benötig werden. Bei ähnlichen Bauteilgrößen kann der Werkzeugaufbau für mehrere Teile verwendet werden. Lediglich die formgebenden Komponenten müssen getauscht und neu gefertigt werden. Die Werkzeugkosten können damit enorm gesenkt werden.
Bei Familienwerkzeugen werden mehrere unterschiedliche Formnester in eine Formplatte eingebracht. Die Füllung der unterschiedlichen Kavitäten wird durch den Einsatz von Drehdüsen und Angussweichen realisiert.
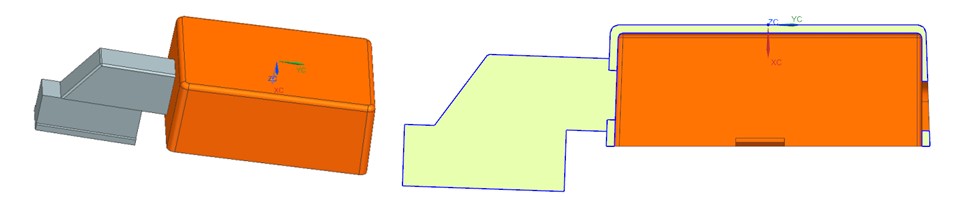
In jeder Bauweise wird das Werkzeug in zwei Hälften geteilt, wobei die düsenseitige Formhälfte immer statisch verbaut ist. Die Teilung in Auswerferseite und Düsenseite erfolgt an der Trennlinie. Eine Negativform und ein dazu gehörender Positivkern bilden die zwei formgebenden Komponenten. Im Idealfall verläuft die Trennung genau in der Bauteilmitte. Da dies nur bei einer einfachen Geometrie möglich ist, bedarf es in den meisten Fällen einen bauteiloptimierten Verlauf. Eine leichte Trennlinienmarkierung wird auf der Oberfläche des Kunststoffteils in jedem Fall sichtbar sein.
Über die düsenseitige Formhälfte wird der plastifizierte Kunststoff in die Form eingespritzt. Der Anguss dient als Kanal für den Kunststoff und verbindet in der Phase des Einspritzens die Düse der Spritzgussmaschine mit dem Werkzeug. Bei großen Stückzahlen empfiehlt es sich, den Anguss als Heißkanal auszuführen. Dieser wird zusätzlich beheizt und ermöglicht längere Fließwege im Werkzeug. Bei Kleinserien wird meist ein Kaltkanalanguss gewählt, da dieser kostengünstiger ist. Beim Kaltkanal erstarrt der Kunststoff auch im Bereich des Angusses, wodurch dieser bei jedem Schuss mit entformt werden muss.
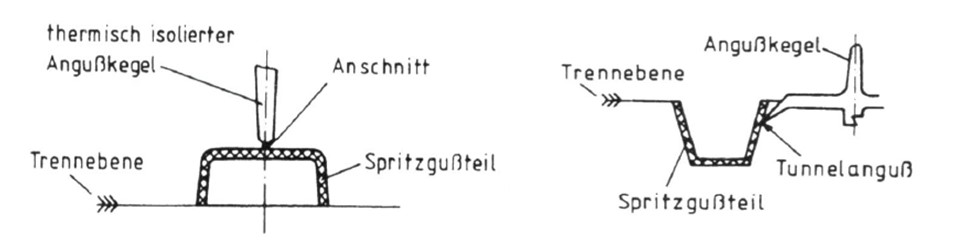
Je nach Bauteilgeometrie wird der Anguss entsprechend gewählt. Der sogenannte Tunnelanguss wird in vielen Fällen verwendet, da ein nachträgliches Entfernen des Anschnitts nicht notwendig ist. Durch die Form des Angusses wird dieser beim Öffnen des Werkzeugs vom Bauteil entfernt.
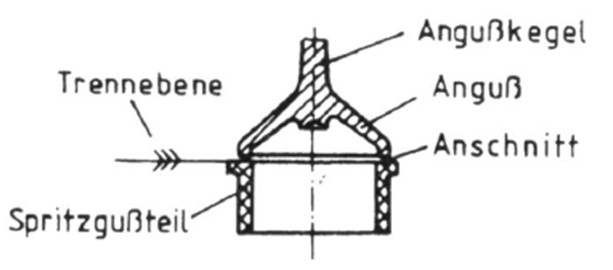
Denselben Vorteil bietet auch der Punktanguss. Bei dieser Variante wird der Anguss durch das Öffnen des Werkzeuges das Formteil abgetrennt und bedarf somit keiner händischen Nacharbeit.
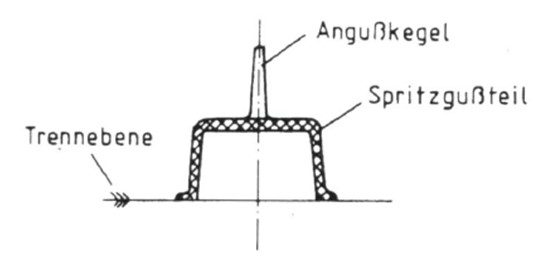
Für rotationssymetrische Bauteile empfiehlt sich die Verwendung eines Schirmangusses. Über die spezielle Form wird die Form gleichmäßig gefüllt wodurch eine hohe Qualität erreicht wird. Der sichtbare Anguss muss durch Nacharbeit entfernt werden.
Bei flächigen Formteilen ist ein Filmanguss die optimale Lösung. Eine verzugsarme Herstellung von Platten kann erreicht werden. Zusätzlich wird das Risiko von Bindenähten durch diesen Anguss verringert.
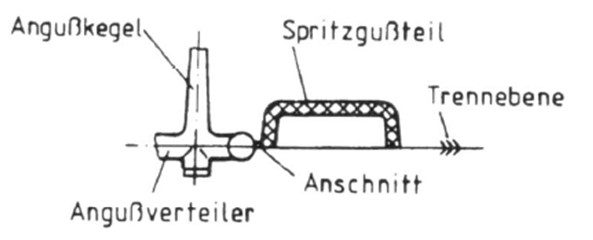
Ein Stangenanguss bietet bei dickwandigen Teilen bzw. zähflüssigen Formmassen die beste Lösung. Über einen verhältnismäßig großen Anspritzpunkt gelangt genügend Material in die Form, um diese Füllen zu können. Zusätzliche Nacharbeit durch Entfernen des Angusses ist ein deutlicher Nachteil dieses Angusses.
Im Regelfall wird die Bauteilsichtfläche über den Formeinsatz der düsenseitigen Werkzeughälfte erzeugt. Mögliche Oberflächengüten reichen von hochglanzpoliert bis erodiert nach VDI 3400. Haptik und Optik der Bauteile können damit wesentlich beeinflusst werden. Je nach Oberflächenrauigkeit wird mehr oder weniger Entformschrägenwinkel benötigt. Gravuren in erhabener und vertiefter Form sind ebenfalls realisierbar.
Die auswerfseitige Werkzeughälfte ist nicht nur für das Öffnen und Schließen der Form verantwortlich. Über ein mechanisch betätigtes Auswerfersystem wird die Entformung der Spritzgussteile erreicht. Durch genau positionierte Auswerfer in Form von Stiften, Hülsen und Flachauswerfern, wird das Kunststoffteil vom Kerneinsatz gedrückt. Jeder Auswerder hinterlässt eine leichte Markierung auf der Oberfläche des Teils, weshalb eine genaue Positionierung unabdinglich ist.
Handelt es sich um ein Schieberwerkzeug betätigt diese Werkzeughälfte auch die Bewegung der Schieber. Durch das horizontale Öffnen des Werkzeugs wird mittels Schrägsäulen eine Öffnung der Schieber, Quer zur Hauptentformrichtung erreicht. Wie bei den Auswerfern, werden Schieber ebenfalls leichte Trennlinien an der Bauteiloberfläche hinterlassen. Durch die richtige Werkzeugkonstruktion kann die Sichtbarkeit der Trennlinien minimiert werden.
Wenn es um die Fertigung von Kunststoffteilen mit hohen Anforderungen an Maßgenauigkeit, Oberflächenqualität und Materialauswahl geht, führt kein Weg am Spritzgussprozess vorbei. Den relativ hohen Investitionskosten für die Konstruktion und Fertigung eines Werkzeugs, steht eine unerreichbare Reproduzierbarkeit und Bauteilqualität gegenüber.
So umfangreich wie die Materialvielfalt im Spritzguss, ist auch der Werkzeugbau. Ein optimales Werkzeugkonzept berücksichtigt die Bauteilanforderungen des Kunden bereits in der Konstruktionsphase. Aus diesem Grund stellen wir unseren Kunden detaillierte Informationen über den Aufbau Ihres Werkzeugs in Form eines „Design for manufacturing-Report“ kurz DFM-Report zur Verfügung. Dieser dient der gemeinsamen Abstimmung und zur Vermeidung unnötiger Mehrkosten durch Änderungsschleifen. Mit innovativen Lösungen im Werkzeugbau für Kleinserien sowie dem Einsatz von Stammformen, rückt die Kostenfrage zunehmend in den Hintergrund.
Als Komplettanbieter im Bereich Kunststofftechnik für Prototypen und Kleinserien kann Sie die Hintsteiner Group in allen Bereichen unterstützen.